
Blog
Why High-Performance Valves Are Critical for Middle East Oil & Gas Industries

The oil and gas sector across the Middle East is the backbone of the region’s economy, powering everything from upstream exploration and production to complex downstream refining and petrochemical manufacturing. In an industry where process integrity is non-negotiable and the consequences of equipment failure can be severe, every component in the system must perform to the highest standard. High-performance valves play a major role in ensuring safe and uninterrupted operations across refineries, pipelines, offshore platforms, LNG terminals, and petrochemical plants.
Middle East Valve has been at the forefront of supplying high-performance valve solutions and oil and gas valves to operators across the region, and the demand for quality, precision, durability, and automation continues to grow. Valves are among the most critical components in any oil and gas facility, and understanding why high-performance specifications matter is essential for anyone involved in plant engineering, procurement, or operations.
High-Performance Industrial Valves for Harsh Oil and Gas Operating Conditions
Oil and gas facilities operate under conditions that push equipment to its limits. Wellhead pressures can exceed several hundred bars. Pipelines carry hydrocarbons at extreme temperatures. Processing facilities handle volatile and toxic substances under continuous high-stress conditions, often in remote desert locations far from immediate technical support.
In this environment, a valve that merely meets minimum standards is not enough. The difference between a standard valve and a high-performance valve can be the difference between a minor maintenance event and a catastrophic process failure. High-performance industrial valves are engineered to maintain integrity across a far wider range of operating conditions, with tighter manufacturing tolerances, superior material specifications, and more rigorous testing before they ever reach a facility.
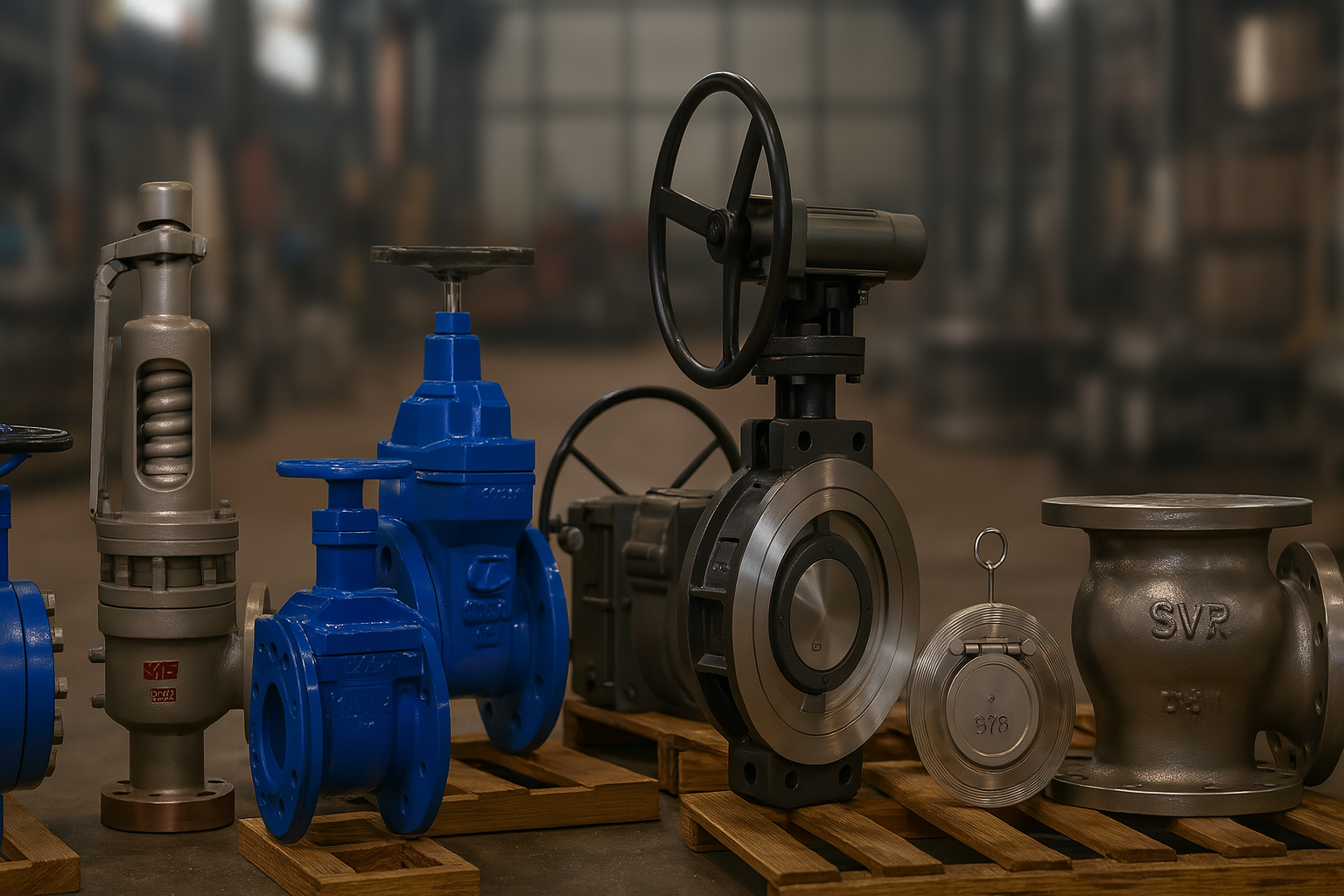
Industrial valve applications in the Middle East commonly include gate valves, globe valves, check valves, butterfly valves, plug valves, trunnion ball valves, metal seated ball valves, pressure seal gate valves, slab gate valves, and triple offset butterfly valves. Severe service valves and API valves are increasingly specified for refinery and petrochemical projects in UAE, Saudi Arabia, Qatar, and across GCC refinery operations.
Tight Shut-Off and Zero-Leakage Performance
In oil and gas service, leakage is not just an operational inconvenience. Hydrocarbon leaks can trigger fires, explosions, or toxic gas releases, with potentially fatal consequences for personnel and devastating effects on plant infrastructure. For this reason, high-performance valves in critical oil and gas applications are designed and tested to achieve zero or near-zero leakage across their seating surfaces.
API standards define specific leakage classes for valve seats, with Class VI representing the tightest permissible leakage rates. High-performance trunnion ball valves and metal seated ball valves, for example, are engineered to achieve these standards even under extreme pressure differentials and after extended service life. The investment in a valve that genuinely achieves these standards is justified many times over when the alternative is a process leak in a hazardous area.
For wellhead applications, offshore platforms, subsea tie-in points, and LNG terminals, the requirements are even more demanding. Oil and gas valves in these services must maintain their sealing integrity not just under steady-state conditions, but through pressure surges, thermal cycling, sand erosion, and the mechanical vibration associated with production operations.
Modern oil and gas operators increasingly require low-emission valves certified to ISO 15848 standards to reduce fugitive hydrocarbon emissions and support environmental compliance targets. Fugitive emission valves are becoming an important requirement in ADNOC projects, Saudi Aramco facilities, and GCC petrochemical plants where methane leakage prevention and environmental compliance are key operational priorities.
Corrosion-Resistant Valve Materials for Sour Gas and Hydrocarbon Service
The fluids handled in oil and gas operations place exceptional demands on valve body and trim materials. Crude oil contains varying concentrations of hydrogen sulphide (H2S), carbon dioxide (CO2), chlorides, and water, all of which can aggressively attack carbon steel and standard alloy materials. In sour gas service, where H2S concentrations are significant, standard materials can fail rapidly through a mechanism known as sulphide stress cracking.
High-performance valves intended for sour service are manufactured from materials that meet the requirements of NACE MR0175/ISO 15156, the internationally recognised standard for material resistance in H2S-containing environments. This may include specially heat-treated carbon steels, low-alloy steels with controlled hardness levels, duplex stainless steel valves, super duplex stainless steel, Inconel, Hastelloy, and nickel alloys for the most aggressive conditions.
Fire-Safe Design and Emergency Shut-Down Capability
Fire-safe certification to standards such as API 607 or ISO 10497 is a requirement on virtually all process control valves and pipeline valves in oil and gas facilities across the Middle East. Independent third-party testing to these standards confirms that the valve will perform as required under defined fire conditions, providing the plant operator with documented assurance of compliance.
Emergency shutdown valves (ESD valves), HIPPS valves, and DBB valves represent another critical category of high-performance valves in oil and gas service. These valves must respond immediately and without fail when a hazardous condition is detected, closing rapidly to isolate a process section and prevent incident escalation. The actuator, valve, and control system integration for ESD service is subject to rigorous safety integrity level (SIL) assessments under IEC 61511, requiring a level of engineering rigour that goes well beyond standard control valve specification.
Pipeline Valve Performance, Pigging Operations, and Flow Assurance
Many oil and gas pipelines require regular pigging operations, where a cylindrical cleaning or inspection tool is propelled through the line. Valves on pig launchers and receivers must be full-bore designs with smooth internal profiles that allow the pig to pass without obstruction or damage. High-performance full-bore ball valves, API 6D valves, slab gate valves, and gate valves are commonly specified for these applications, manufactured to precise dimensional tolerances that ensure pigging compatibility.
Flow assurance in long-distance oil and gas pipelines also depends on valves performing consistently over extended periods without internal fouling or operational degradation. Wax deposition, scale formation, hydrate blockage, and sand accumulation are flow assurance challenges in many Middle East production systems, and valve design must account for these phenomena to ensure continued operability.
Cryogenic valves and cryogenic ball valves are also widely used in LNG applications and gas processing facilities where extremely low temperatures demand specialised sealing materials and valve construction techniques.
The Growing Demand for Automated and Smart Valve Systems
Digitalisation is transforming the oil and gas industry across the Middle East. Operators are increasingly adopting automated valves, smart actuators, SCADA integration, and IIoT-based monitoring systems to improve operational efficiency and reduce downtime.
Modern high-performance valves can now be integrated with predictive maintenance systems that provide real-time diagnostics, actuator health monitoring, valve position feedback, and remote operational control. Smart valve systems are particularly valuable in offshore platforms, gas compression stations, FPSO systems, and remote desert pipeline installations where manual inspection can be difficult and expensive.
Automated valve systems also improve safety by allowing operators to isolate hazardous processes remotely during emergency situations. As digital oilfield technologies continue to expand across UAE, Saudi Arabia, and Qatar LNG facilities, the demand for intelligent valve monitoring solutions will continue to rise.
How to Select High-Performance Valves for Oil and Gas Applications
Selecting the right oil and gas valves requires careful evaluation of several operational factors. Pressure class, temperature range, process media, corrosion resistance, fire-safe certification, fugitive emissions compliance, and automation requirements all influence valve selection.
For upstream applications, operators often prioritise high-pressure API 6D valves, trunnion ball valves, and choke valves capable of handling abrasive and corrosive hydrocarbons. In refinery and petrochemical plants, process control valves, triple offset butterfly valves, globe valves, and severe service valves are commonly selected for precise flow control and high-temperature operation.
Maintenance accessibility, spare part availability, local technical support, and lifecycle cost analysis are also critical considerations when selecting an industrial valve supplier in UAE and the wider GCC region.
High-quality oil and gas valves provide better operational efficiency, lower maintenance requirements, reduced unplanned downtime, and long-term lifecycle savings compared to lower-grade alternatives. Whether the application involves API 6D pipeline valves, fire-safe industrial valves, automated valve systems, cryogenic valves, or severe service valves, specifying the correct solution at the early stages of project development is essential. For operators across UAE, Saudi Arabia, Qatar, and the wider GCC region, investing in high-performance valves continues to be one of the most effective decisions for ensuring long-term plant reliability and operational safety.