
Blog
Exploring The World of Gate Valves: A Comprehensive Guide
Gate valves are essential components in the field of fluid control and regulation. They belong to the family of linear motion valves, used primarily to start or stop the flow of fluid within a pipeline. The distinctive feature of gate valves is the presence of a sliding gate (or wedge) that can be raised or lowered to control the flow. These valves are widely employed in various industries, including oil and gas, water treatment, chemical, and manufacturing.
Material Used in Gate Valves:
Gate valves are constructed using a variety of materials, chosen based on factors such as the type of fluid being handled, pressure requirements, and environmental conditions. Common materials include carbon steel, stainless steel, cast iron, bronze, and alloy steels, among others.
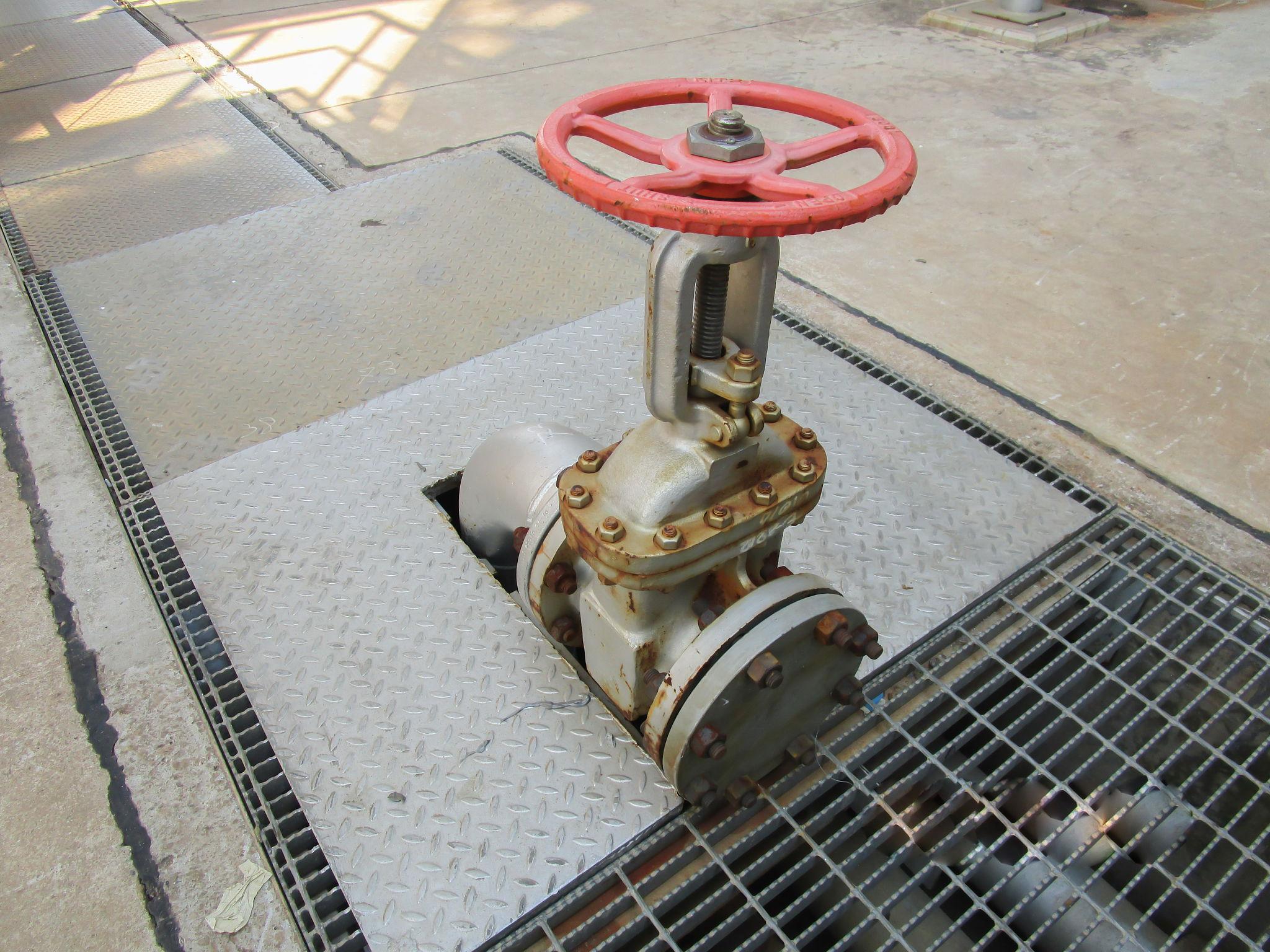
Rising Stem Gate Valve:
Gate valves are halting fluid flow, excelling in isolation applications, especially within extensive and high-pressure pipelines. Their distinctive feature lies in the complete removal of the valve disc from the flow path when open, ensuring minimal pressure drop. Particularly, the rising stem gate valve boasts an external threaded stem, facilitating straightforward identification of its status: the stem is elevated when open and lowered when closed. This design necessitates a greater installation height compared to non-rising alternatives. However, it offers advantages such as ease of lubrication due to exposed threading. These valves are widely applied where precise flow control is not critical, prioritizing efficient start-stop functionality, making them indispensable in various industrial settings, particularly in scenarios involving large-diameter and high-pressure lines.
Non-Rising Stem Gate Valve:
The non-rising stem gate valve features a design where the stem nut is located inside the valve body and comes into direct contact with the medium during operation. Opening or closing the gate is achieved through the rotation of the valve stem, maintaining a constant valve height. This construction is advantageous in situations with limited installation space, making it suitable for large gate valves. The valve is typically equipped with an open and close indicator for operational convenience. However, there are drawbacks, such as the lack of lubrication for the stem threads, which can lead to potential damage, and the susceptibility of the stem to corrosion due to direct contact with the medium. Despite these limitations, non-rising stem gate valves find application in scenarios where space is a critical factor, and an open and close indicator is beneficial.
Bellows Seal Gate Valve:
Bellows seal valves effectively prevent leakage. These valves are meticulously selected and installed to minimize the risk associated with the transport of potentially hazardous chemicals, thereby safeguarding workers from injury, and preventing environmental damage. The key advantage of bellows seal valves lies in their ability to provide a reliable and robust seal, even in demanding conditions. The bellows design enhances the valve’s resistance to leaks, ensuring a tight and secure closure. This makes them particularly suitable for applications involving toxic or corrosive substances. Industries such as chemical processing, petrochemical, and pharmaceuticals benefit significantly from the enhanced safety and environmental protection offered by bellows seal valves, contributing to a safer working environment and the overall sustainability of operations.
Pressure Seal Gate Valve:
Pressure seal gate valves are engineered for high-pressure applications, particularly those exceeding 100 bar. The distinctive characteristic of the pressure seal bonnet lies in its ability to enhance sealing as internal pressure within the valve rises. This design ensures a reliable and robust seal, making pressure seal gate valves ideal for critical operations where maintaining a secure closure under extreme pressures is imperative. The advantages of this configuration include heightened safety, reduced potential for leaks, and increased durability in challenging environments. Common applications for pressure seal gate valves encompass industries such as oil and gas, power generation, and chemical processing, where the demand for high-pressure performance and reliability is paramount.
Cryogenic Gate Valve:
Cryogenic gate valves are specifically designed to handle extremely low temperatures, typically below -150°C (-238°F). They are used in applications involving the transportation and storage of liquefied gases, such as liquid nitrogen or oxygen. Special materials and construction are employed to ensure the valve’s performance and integrity under cryogenic conditions.
Forged Gate Valve:
Forged gate valves are manufactured through the forging process, where pressure and heat are applied to shape the material. These valves are known for their strength and durability. They find applications in industries where high-pressure and high-temperature conditions are prevalent, such as oil and gas exploration and refining.
Conclusion
In conclusion, the diverse types of gate valves cater to specific needs in different industries, offering solutions for various operating conditions and requirements. The selection of the appropriate gate valve depends on factors such as pressure, temperature, fluid characteristics, and environmental considerations.